
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Увођење производа за штанцање - процес производње жилета и његови кључни кораци
Како суоштрице за бријањекоји се обично користе у свакодневном животу произведени?
Потребно је да прође кроз више од десет процеса, а сваки процес мора бити стриктно обрађен пре него што се лим од нерђајућег челика дебљине 0,1 мм може самлети у изузетно оштар готов производ.
1. Процес производње лопатица
Основни кораци производње оштрица за бријање су следећи:
Штанцање материјала - каљење - каљење - грубо брушење - фино брушење - фино брушење - полирање - преглед - чишћење - хромирање - намакање - сушење - паковање.
2. Кључне карике жилета
Сваки корак у производњи сечива је важан. На пример, модел штанцања, температура гашења, угао брушења сечива, па чак и паковање су изузетно важни јер се резна ивица не може оштетити. Међу овим корацима, четири од њих су изузетно критична и одређују коначни квалитет сечива ——издржљивост, оштрина и удобност.
① Сировине
Материјал опште оштрице је углавном направљен од 3Цр13 и 4Цр13 мартензитног нерђајућег челика. Након прецизне обраде, ваља се у лимове од нерђајућег челика 0,3/0,4 мм, дели се на траке и коначно се обрађује пре него што се сечиво може користити. Челичне траке се разликују по садржају угљеника. Висококвалитетне оштрице на тржишту су направљене од нерђајућег челика 6Гр13. Оштрице направљене од висококвалитетних трака од нерђајућег челика имају бољу стабилност, што значи да под истим условима могу боље да издрже тест.
② Термичка обрада
Топлотна обрада се често назива гашењем, што је метода третмана подвргавања објекта високој температури, а затим хлађења. Производња древних мачева је такође побољшала тврдоћу и флексибилност оружја кроз гашење. Након термичке обраде, сечиво не само да има већу тврдоћу од 760-780, већ и његова структура огледала постаје уједначена и деликатна. Да ли је сечиво ломљиво или не зависи од процеса гашења.
Део сечива комерцијално доступног сечива након распадања приказан је на слици 1 (а), а микроструктура је приказана на слици 1 (б). Као што се може видети са слике 1, ивица жилета је обрађена у веома оштар облик, а њена унутрашња микроструктура је мартензитна матрица са диспергованим финим сферним карбидима.
(а) Сечива
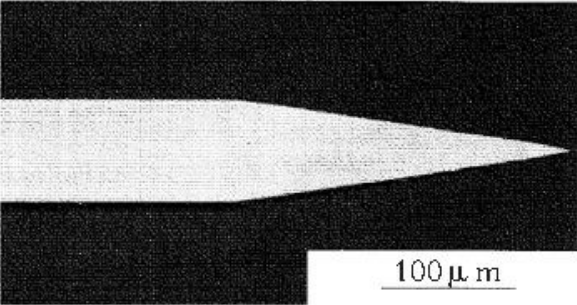


(б) Микроструктура
Два питања: Зашто је оштрица тако тврда када је тако танка? Да ли је сечиво прво наоштрено или термички обрађено? На друго питање је одговорено у горњој дискусији.
Дебљина натрака од нерђајућег челикакоји се користи за бријаче је само 1 мм. Пресом се прво сече у облику сечива. У овом тренутку, оштрица је мекана као папир. Затим се термички обрађује, криогенски обрађује, каљује, затим наоштрава, испитује квалитет, чисти и на крају премазује, тестира чврстоћу, третира против рђе, пакује итд.
За челик за жилет веома је важно контролисати елементе нечистоћа који штетно утичу на оштрину и издржљивост жилета на изузетно низак ниво. Веома је важно свеобухватно ускладити различите потребне особине челика за жилет, тако да у процесу производње челика за жилет, не само да се главни елементи као што су угљеник и хром морају строго контролисати, већ и елементи нечистоће морају бити строго контролисани .
У ствари, у процесу производње лопатица постоје строге процедуре инспекције, а свака веза има одговарајуће стандарде инспекције. Конкретно, тест оштрине оштрице је најинтуитивнији и најубедљивији.
Поред тога, у вези са топлотном обрадом, чувени швајцарски нож, кухињски нож Звиллинг и жилетове бритве дају потрошачима интуитиван осећај издржљивости, а сви ови производи су криогенски третирани.
Свако има своје стандарде и захтеве. Да ли да користите висококвалитетнечелика или општег челика, да ли су излазни стандарди строги или не, то се не види краткорочно, а потрошачи ће дугорочно гласати ногама.


