
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Увод у технологију дубоког извлачења: панели врата фрижидера и бубњеви машине за прање веша
1. Преглед процеса дубоког цртања
Дубоко извлачење је технологија обраде метала која се широко користи у производњи различитих индустријских производа. Углавном се користи за трансформацију металних лимова у производе са дубином и сложеним облицима кроз опрему за штанцање. Овај процес не може само да произведе делове високе чврстоће и сложених облика, већ и да побољша искоришћење материјала и смањи стварање отпада.
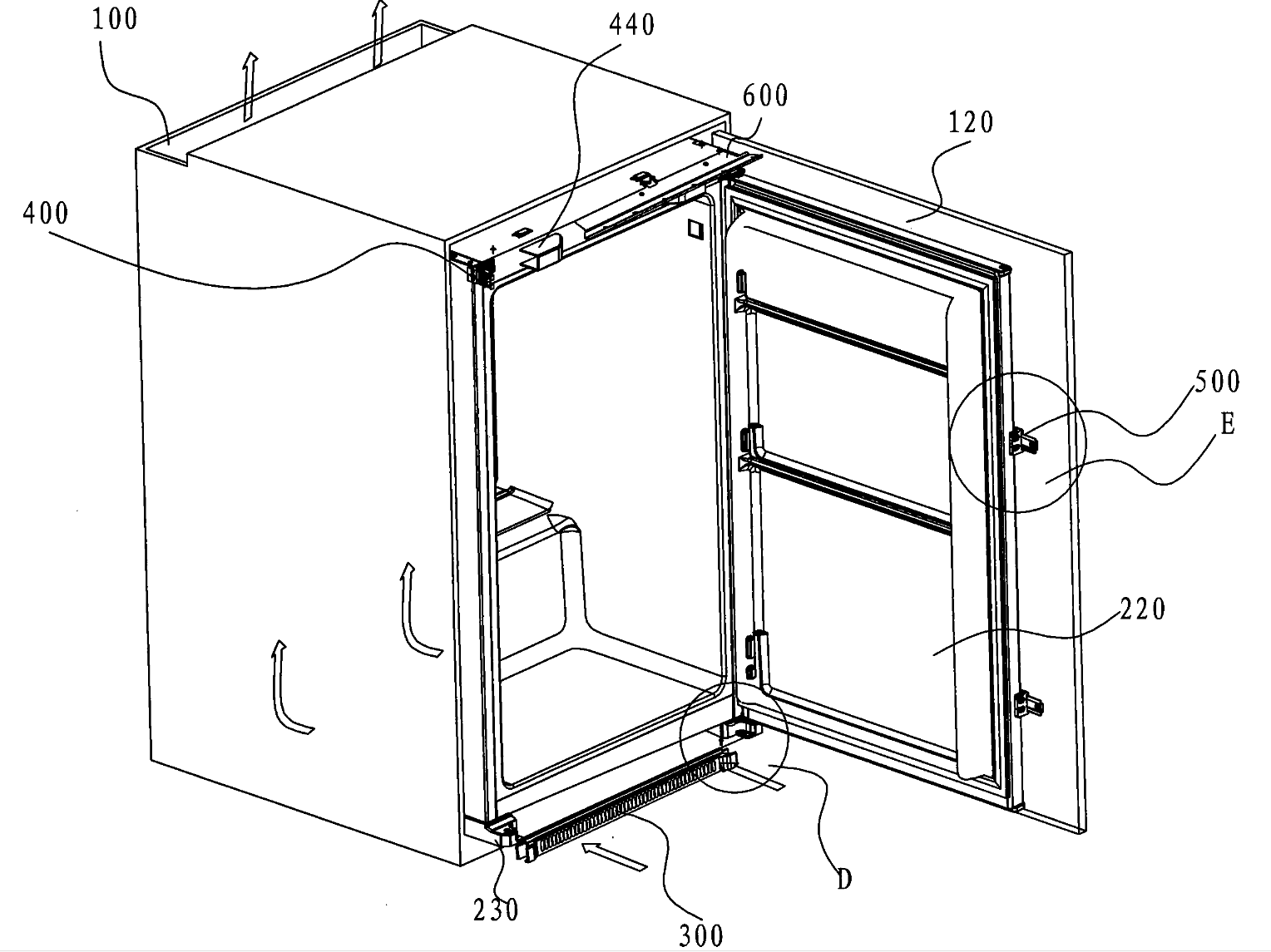
2. Процес дубоког извлачења панела на вратима фрижидера
2.1 Ток процеса
Производња панела за врата фрижидера обично почиње одабиром одговарајућих металних материјала, као што су хладно ваљани челични лим или легуре алуминијума. Процес обраде укључује следеће главне кораке:
Сечење и предтретман: Прво се метални лим исече на одговарајућу величину и очисти да би се уклонило површинско уље и оксиди.
Претходно бушење: Пробијање рупа или жлебова на металном лиму за накнадне операције ради побољшања пластичности материјала.
Дубоко извлачење: Метални лим се ставља у калуп за цртање и лист се постепено растеже и формира притиском. Овај корак може укључивати више фаза како би се осигурало да лист не пукне током процеса формирања.
Завршна обрада и инспекција: Плоче на вратима након обликовања се обрезују да би се уклонио вишак остатака, а димензије се проверавају и проверава се квалитет.
2.2 Техничке тачке
Избор материјала: Дебљина, тврдоћа и дуктилност материјала директно утичу на квалитет дубоког извлачења. Превише тврди материјали могу изазвати пукотине, док превише мекани материјали можда неће моћи да одрже облик.
Дизајн калупа: Дизајн калупа мора бити прецизан како би се осигурало да се метални лим може равномерно истегнути без деформација. Систем подмазивања и хлађења калупа је такође кључан за смањење трења и акумулације топлоте.
Параметри обликовања: Укључујући параметре као што су брзина извлачења, притисак и температура, које је потребно прилагодити према својствима материјала и захтевима готових производа да би се постигао најбољи ефекат обликовања.
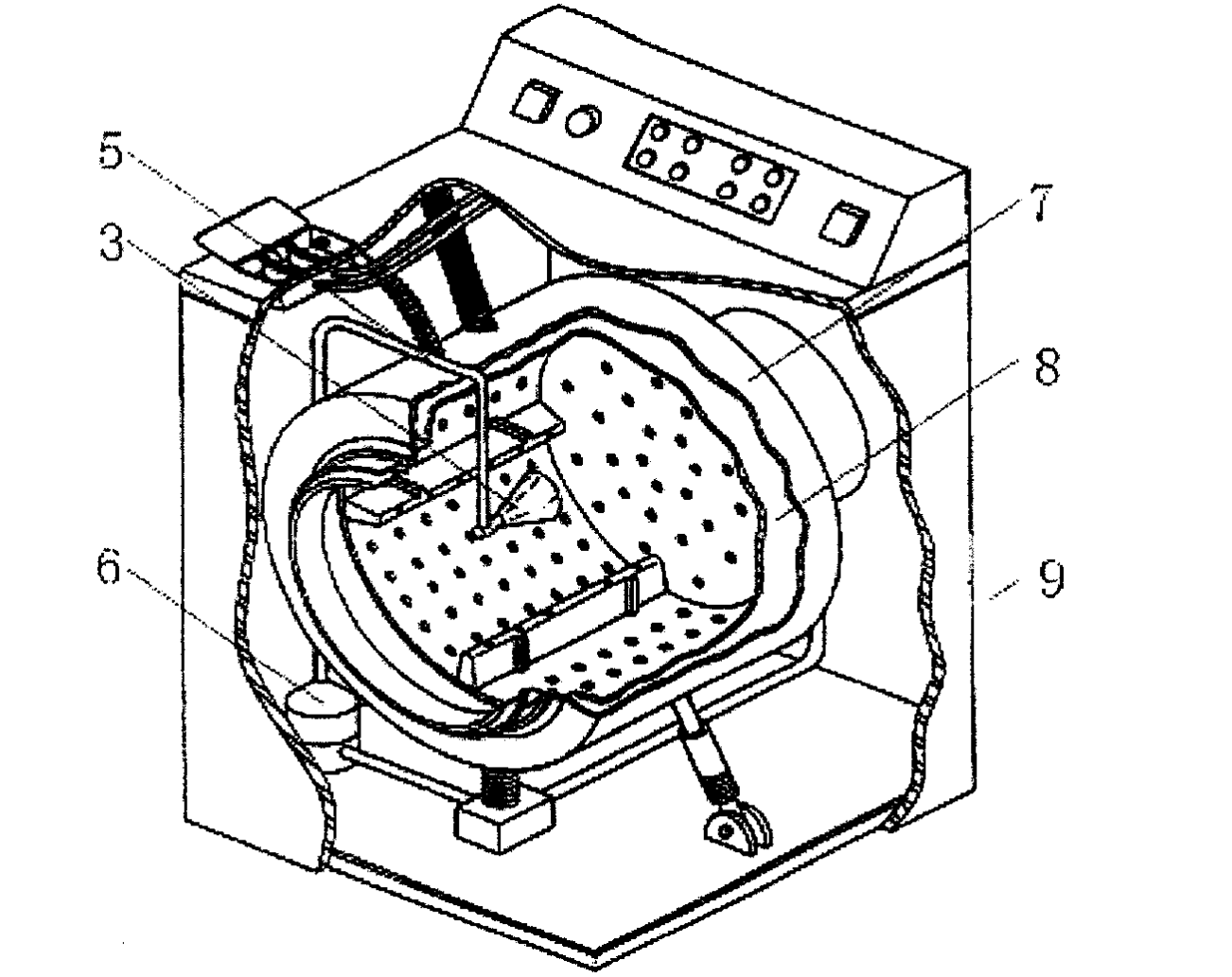
3. Процес дубоког извлачења бубња машине за прање веша
3.1 Ток процеса
Процес производње бубња машине за прање веша је сличан, али су захтеви строжи:
Избор материјала и обрада: Изаберите челичне плоче отпорне на корозију, као што је нерђајући челик, за сечење и површинску обраду.
Претходно бушење: Претходно бушење рупа у листу за накнадно обликовање.
Формирање цртежа: Кроз вишестепени процес цртања, обезбедите да унутрашња површина бубња буде глатка и без дефеката.
Заваривање и обрезивање: Тело бубња треба да буде заварено и обрезано након формирања да би се обезбедила стабилност и заптивање структуре.
Инспекција: Укључујући тестове водонепропусности, баланса и издржљивости како би се осигурале перформансе и сигурност машине за прање веша.
3.2 Техничке тачке
Карактеристике материјала: Пошто кућиште бубња машине за прање веша треба да издржи велику брзину и високу температуру у окружењу, нерђајући челик је најчешће коришћен материјал. Отпорност на корозију и чврстоћа материјала су кључни.
Технологија цртања: Тело бубња машине за прање веша обично захтева високу технологију извлачења како би се обезбедила заобљеност и глаткоћа тела бубња уз избегавање деформације и концентрације напрезања.
Процес заваривања: Процес заваривања високе прецизности је неопходан да би се обезбедило заптивање и издржљивост тела бубња.
4. Остали производи примењени на процес цртања
4.1 Шкољка каросерије аутомобила
Производња каросерија аутомобила такође усваја процес цртања за производњу панела каросерије сложеног облика, као што су предња и задња врата, кровови, итд. Овај процес захтева металне материјале високе чврстоће и прецизан дизајн калупа како би се обезбедила снага и лепота тело.
4.2 Облога пећи
Облога пећи мора бити отпорна на високе температуре и топлотни удар. Процес дубоког извлачења се обично користи за формирање металног лима у облогу отпорну на топлоту како би се обезбедила добра топлотна проводљивост и структурна чврстоћа.
4.3 Оклоп авиона
Оклоп и компоненте авиона се често производе процесом дубоког извлачења како би се постигли захтеви за лаку тежину и високу чврстоћу. Ове компоненте су обично направљене од легуре алуминијума или легура титанијума, а перформансе и сигурност су обезбеђени прецизним процесима формирања.
4.4 Резервоар за воду за пожар
Резервоари за воду за пожар обично захтевају велики капацитет и велику чврстоћу. Процес дубоког извлачења се користи за производњу обложног дела великих резервоара за воду како би се обезбедила довољна запремина и издржљивост.
Коначно
Као важна технологија обраде метала, процес дубоког извлачења се широко користи у производњи производа у многим индустријама од кућних апарата до аутомобила. Кроз прецизну контролу материјала, дизајна калупа и параметара обликовања, могу се произвести висококвалитетни делови који испуњавају различите захтеве примене.



